71mm Bimetallic Extruder Parallel Twin Screw Barrel for Plastic Pelletizing
we are manufacturer of twin screw extruder, also can supply all the spare parts.
like screw, barrel, feeder,die head electric controller and gearbox.
Description:
The flexible modular principle is realized with screw barrel sections from the wide
range ofdifferent designs possible. Fast, intensive and uniform heating ofthe screw
barrel section is ensured by electrical heaters. The barrel sections are cooled with
water, by means ofan internal bore system, with bores arranged close to the inside
barrel wall.
Barrel sections are available as:
Closed barrel section
Barrel section with opening for material feed or for devolatilization
The processing section is provided with stainless steel plates as a protection against
accidental contact.
Screw Elements: High-speed steel W6Mo5Cr4V2,nitrogen treatment.
Screw Shaft:Â High performance alloy steels,40CrNiMoA; with standing high load,Etc
Â
The inter meshing screws co-rotate and wipe each other with narrow clearance so that
no residues are left in the screw flight and clean effort is thus reduce.
Screw elements with various pitches and lengths
Kneading blocks with various angles ofstagger, numbers ofkneading disks and disk
widths.
Screw tips to fix the screw set axially
Gear teeth connection to ensure power flow between the screw shaft and screw
elements.
Reducing and distributing gearbox
(include shaft coupling)
1 set TSE-75
The gearbox reduces the motor speed to the speed ofthe screw shafts and
distributes it to the two output shafts. Screw torque is 1050 N.m per shaft
The gearbox consists of:
Involute gear teeth couplings between the output shafts and screw shafts
Integrated thrust bearing assembly, radial bearings ofthe output axis are NSK products
Bottom part ofcasing designed as oil sump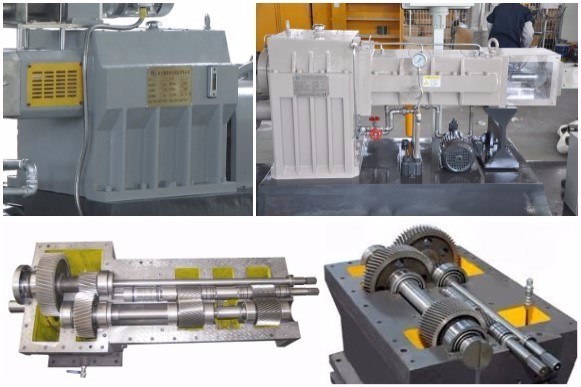
Â
Besides the twin screw extruder, Haisi supplies all the auxiliary machines and spare parts. Â
Features:
1. Screw components designed by computer aids is kneading type, has excellent self-cleaning function, the new kneading block design effectively avoid the problems of overheating and energy consumption.
2. According to process system and formula requirements, the unit can optimize its L/D ratio, barrel structure, screw array, venting number and location, feeding method, electrical control methods etc. For rational allocation.
Â
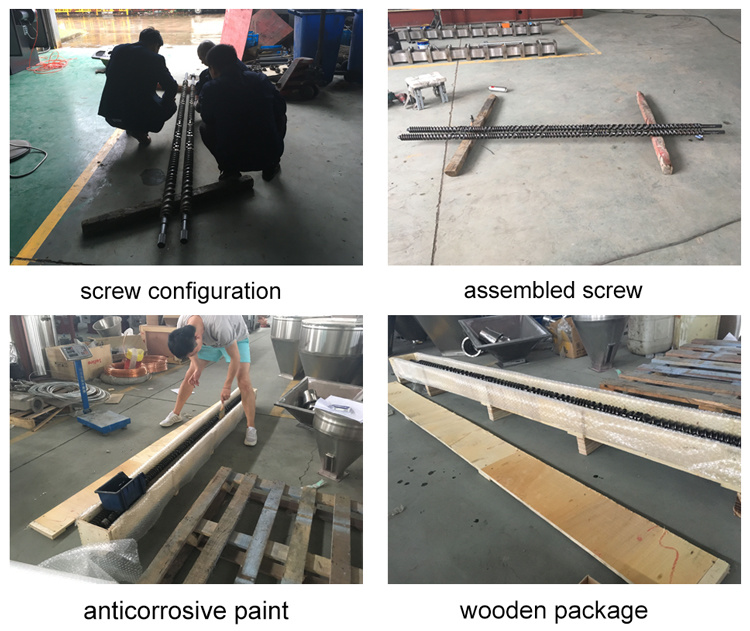
Packaging for exports:
Package: Wooden case or Using Anti-rust oil processing, then use stretch film cover extruder against moisture damage.
Â
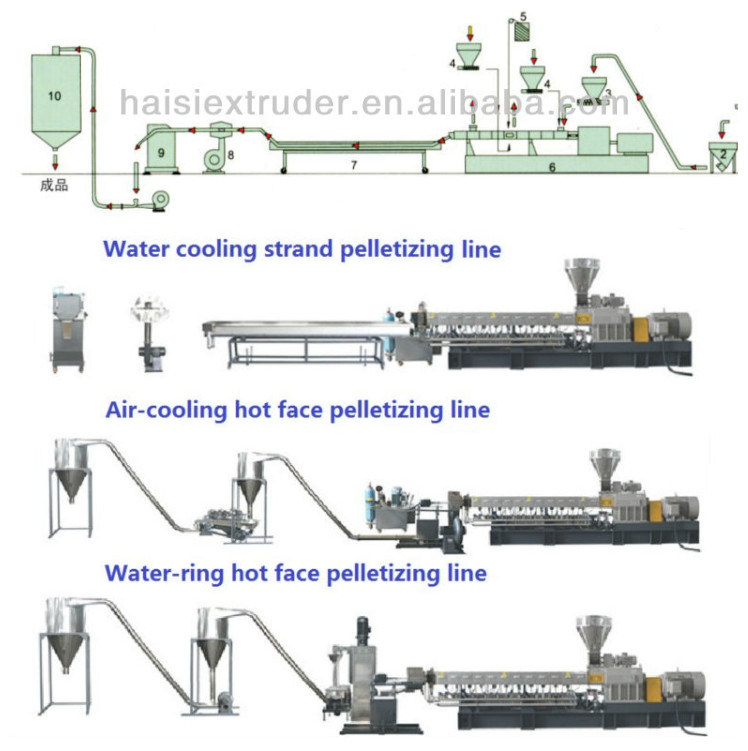
Videos On Youtube
1.Water strand pelletizing line                    www.youtu.be/GyXkQ88lWhs
2.Water ring pelletizing line                         www.youtu.be/OZS2iZPEB1U
3.Air cooling pelletizing line                        www.youtu.be/mC2u12trpHs
4.Pet extrusion line                                        www.youtu.be/Em4m7kCtDZc
5.Electromagnetic heating extrusion       www.youtu.be/94aMDuwvZVk
6.Haisi company introduction                    www.youtu.be/TfncnM4TNRg
Call me to talk details.Â
| Base Material | 1) 38CrMoAlA(JIS SACM645) 2)Cr12MOV(JIS SKD-11) 3) 4Cr5MoSiV1(JIS SKD-61) 4) 42CrMo(AISI 4140) |
||
| Bimetallic Alloy Material | 1)Fe-based alloy 2)Ni-based alloy/Deloro alloy 3)Co-based alloy 4)NiCo-based alloy 5)Tungsten carbide/Wolfram carbide |
||
| Surface Treatment | |||
| 1.Heat treatment | 2.High frequency treatment | ||
| 3.Nitriding treatment | Nitrided case depth: 0.50-0.80mm | ||
| Nitrided hardness: HV850-1020 (HRC57-65) | |||
| 4.Hard chrome plating treatment | Chromium-plating layer depth: 0.05-0.10mm | ||
| Chromium-plating layer hardness: more than 950HV | |||
| 5Nickel alloy plating treatment | Bimetallic barrel: centrifugal casting (Inlay alloy) | ||
| Bimetallic screw: plasma alloy coating spraying | |||
| Bimetallic layer depth: 0.8-2.0mm | |||
| Bimetallic layer hardness: HRC 57-72 | |||
| Basic Information | |||
| Nitride Brittleness | ≤Grade Two | ||
| Surface Roughness | Ra0.4um | ||
| Screw Straightness | 0.015mm | ||
| Hardness after hardening and tempering | 0.025~0.10mm | ||
| Material Application | 1)General plastics | ||
| 2)ABS,PA,PC,PE,PET,PS,PU,PVC,U-PVC | |||
| 3) PA+GF (Glass Fiber) | |||
| 4)Flame-resistant reinforced plastics | |||
| 5)Modified engineering plastics | |||
| 6)All kinds of mixed recycled materials | |||
| General Terms | Means of transport: Ocean, Air, Express | ||
| Production time: 20-25 days after order | |||
71mm Bimetallic Extruder Parallel Twin Screw Barrel for Plastic Pelletizing
we are manufacturer of twin screw extruder, also can supply all the spare parts.
like screw, barrel, feeder,die head electric controller and gearbox.
Description:
The flexible modular principle is realized with screw barrel sections from the wide
range ofdifferent designs possible. Fast, intensive and uniform heating ofthe screw
barrel section is ensured by electrical heaters. The barrel sections are cooled with
water, by means ofan internal bore system, with bores arranged close to the inside
barrel wall.
Barrel sections are available as:
Closed barrel section
Barrel section with opening for material feed or for devolatilization
The processing section is provided with stainless steel plates as a protection against
accidental contact.
Screw Elements: High-speed steel W6Mo5Cr4V2,nitrogen treatment.
Screw Shaft:Â High performance alloy steels,40CrNiMoA; with standing high load,Etc
Â
The inter meshing screws co-rotate and wipe each other with narrow clearance so that
no residues are left in the screw flight and clean effort is thus reduce.
Screw elements with various pitches and lengths
Kneading blocks with various angles ofstagger, numbers ofkneading disks and disk
widths.
Screw tips to fix the screw set axially
Gear teeth connection to ensure power flow between the screw shaft and screw
elements.
Reducing and distributing gearbox
(include shaft coupling)
1 set TSE-75
The gearbox reduces the motor speed to the speed ofthe screw shafts and
distributes it to the two output shafts. Screw torque is 1050 N.m per shaft
The gearbox consists of:
Involute gear teeth couplings between the output shafts and screw shafts
Integrated thrust bearing assembly, radial bearings ofthe output axis are NSK products
Bottom part ofcasing designed as oil sump
Â
Besides the twin screw extruder, Haisi supplies all the auxiliary machines and spare parts. Â
Features:
1. Screw components designed by computer aids is kneading type, has excellent self-cleaning function, the new kneading block design effectively avoid the problems of overheating and energy consumption.
2. According to process system and formula requirements, the unit can optimize its L/D ratio, barrel structure, screw array, venting number and location, feeding method, electrical control methods etc. For rational allocation.
Â
Packaging for exports:
Package: Wooden case or Using Anti-rust oil processing, then use stretch film cover extruder against moisture damage.
Â
Videos On Youtube
1.Water strand pelletizing line                    www.youtu.be/GyXkQ88lWhs
2.Water ring pelletizing line                         www.youtu.be/OZS2iZPEB1U
3.Air cooling pelletizing line                        www.youtu.be/mC2u12trpHs
4.Pet extrusion line                                        www.youtu.be/Em4m7kCtDZc
5.Electromagnetic heating extrusion       www.youtu.be/94aMDuwvZVk
6.Haisi company introduction                    www.youtu.be/TfncnM4TNRg
Call me to talk details.Â
| Base Material | 1) 38CrMoAlA(JIS SACM645) 2)Cr12MOV(JIS SKD-11) 3) 4Cr5MoSiV1(JIS SKD-61) 4) 42CrMo(AISI 4140) |
||
| Bimetallic Alloy Material | 1)Fe-based alloy 2)Ni-based alloy/Deloro alloy 3)Co-based alloy 4)NiCo-based alloy 5)Tungsten carbide/Wolfram carbide |
||
| Surface Treatment | |||
| 1.Heat treatment | 2.High frequency treatment | ||
| 3.Nitriding treatment | Nitrided case depth: 0.50-0.80mm | ||
| Nitrided hardness: HV850-1020 (HRC57-65) | |||
| 4.Hard chrome plating treatment | Chromium-plating layer depth: 0.05-0.10mm | ||
| Chromium-plating layer hardness: more than 950HV | |||
| 5Nickel alloy plating treatment | Bimetallic barrel: centrifugal casting (Inlay alloy) | ||
| Bimetallic screw: plasma alloy coating spraying | |||
| Bimetallic layer depth: 0.8-2.0mm | |||
| Bimetallic layer hardness: HRC 57-72 | |||
| Basic Information | |||
| Nitride Brittleness | ≤Grade Two | ||
| Surface Roughness | Ra0.4um | ||
| Screw Straightness | 0.015mm | ||
| Hardness after hardening and tempering | 0.025~0.10mm | ||
| Material Application | 1)General plastics | ||
| 2)ABS,PA,PC,PE,PET,PS,PU,PVC,U-PVC | |||
| 3) PA+GF (Glass Fiber) | |||
| 4)Flame-resistant reinforced plastics | |||
| 5)Modified engineering plastics | |||
| 6)All kinds of mixed recycled materials | |||
| General Terms | Means of transport: Ocean, Air, Express | ||
| Production time: 20-25 days after order | |||
Wet Dual Clutch,Wet Dual Clutch Transmission,Dual Clutch Automatic Transmission Wet Type,Dual Wet Clutch Transmission
HONG KONG CRS INTERNATIONAL TRADING COMPANY LIMITED , https://www.crstrans.com